钢结构厂房屋架如何制作安装?
工程概况
厂房建筑尺寸为42m×34.5m,
厂房排列柱柱距为6m,
柱顶标高为20.4m,
屋架顶标高为35.508m,
天窗顶标高为39.341m。
屋架为三角形,
屋架之间及天窗之间设有垂直支撑。
所有钢结构材料采用Q235AF,
焊条采用手工焊时为E43~E50 系列焊条。
焊缝长度满足最小长度要求。
永久螺栓为Ф22,
开孔直径23.5mm,
安装螺栓为Ф 16,
开孔直径17.5mm。
油漆采用F06-1 酚醛底漆二度,颜色为浅灰色。
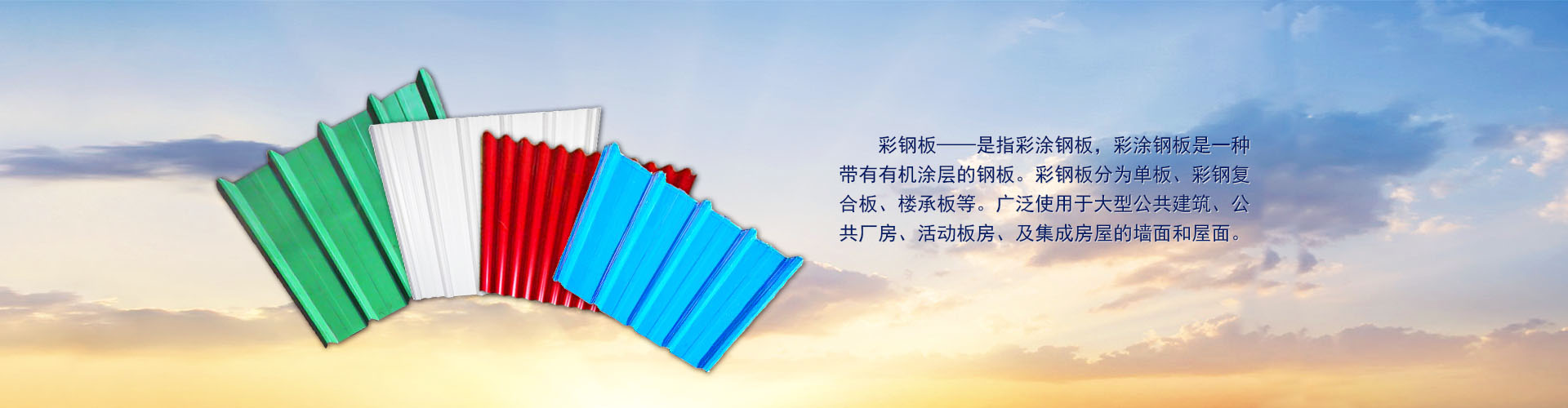
屋面板采用YX35-125-750 型彩钢板。
本工程钢屋架制安量约79t,
屋架支撑制安量约24t,
钢天窗制安量约11t,
钢檩条制安量约12t。
本工程施工难点在于屋架跨度大,吊装困难;水平支撑和垂直支撑安装量大,高空作业、交叉作业不安全因素多;另外,施工场地狭窄,现场制作、拼装场地不易满足。
主要施工方法
一、屋盖系统制作
屋盖系统制作→构件运输→屋架安装→檩条安装→上弦水平支撑安装→垂直支撑安装→下弦水平支撑安装→屋面板安装。
屋盖系统包括屋架、支撑、檩条等,其制作方法以屋架制作为代表,屋架包括支撑等部件,故在此只作屋架制作方法叙述,其他构件制作参考进行。由于现场场地狭窄,屋架拟安排在场外制作,每榀屋架分两段制作,安装前在现场进行拼装,拼装方式采用屋脊节点拼装,拼装完成经检查合格后进行吊装及安装工作。
图1 三角形钢屋架制造工艺流程图
屋架的制作工艺流程见图1:
二、操作平台的制作
为了保证钢结构构件的制作质量,在施工现场设有两个大平台。其中平台Ⅰ是利用①~⑦/间的平台,平台Ⅱ为在25m×15m 地坪作为操作平台,屋架拼装在平台Ⅰ上进行。
放样根据施工图纸要求及采用的规范标准,严格审阅图纸。根据审阅后的施工图进行现场的施工放样,放样按1︰1 的比例实物放样进行,制作出样板和样杆,作为下料加工的依据。样板和样杆应注明工号、图号、件号、数量等,样板、样杆应妥善保管,直至工程结束方可销毁。放样划线时,应清楚标明装配标记、螺孔标注、加强板的位置方向、倾斜标记及中心线、基准线和检验线,必要时制作样板。注意预留制作,安装时的焊接收缩余量(按2mm 考虑);切割、刨边和铣加工余量;安装预留尺寸要求。划线前,材料的弯曲和变形应予以矫正。放样和样板的允许偏差见表1。
项目允许偏差表1
平行线距离和分段尺寸
±0.5mm
对角线差
1.0mm
宽度、长度
±0.5mm
加工样板角度
±20′
孔距
±0.5mm
质量检验方法:用钢尺检测
三、下料
根据样板和配料表进行套裁,尽可能节约材料,同时便于切割。钢材下料采用气割,型材采用切割,以保证切断面的质量。切割前应将钢材切割区表面铁锈、污物等清除干净,切割后应清除熔渣和飞溅物。
下料的允许偏差见表2:
项目允许偏差(mm)表2
外形尺寸
±1.0
孔距
±0.5
下料时应预留焊接收缩余量、切割、端面及边缘加工的加工余量,经验数据见表3 所示。
切割及机加工余量(mm表3
加工余量
锯切
剪切
手工切割
半自动切割
精密切割
切割缝
1
4~5
3~4
2~3
刨边
2~3
2~3
3~4
1
1
铣平
3~4
2~3
4~5
2~3
2~3
边缘加工焊接X 形V 形接口时,采用火焰加工,加工后用砂轮磨平,其表面粗糙度
按精密切割检查。坡口加尺寸的误差,应符合国家标准和规定的要求,构件端面加工在成品校正后进行,加工面垂直于中心线。
四、组装
组装前各部件应检查合格,连接接触面和沿焊边缘每出30~50(mm)范围应清理干净,板材在型材的拼接后组装前进行,物件的组装应在各部件焊接矫正后进行,桁架结构件轴线交叉点的允许偏差不得大于3mm 。
五、焊接
焊接前应熟悉施工图,焊工必须要有焊工操作证。施焊前应反复检查焊接件接头质量和焊工的处理,焊接时,焊工应遵守焊接工艺,不得自行施焊及不得在焊道上二母材上引弧。各道焊应连续施焊,每焊完一层要及时清除焊渣,并检查焊接质量。
六、螺栓连接
屋架与天窗、天窗支撑与天窗的连接采用螺栓与现场焊接。若施工中确有把握,可取消部分安装螺栓,直接现场焊接。安装螺栓孔的位置偏差设计未明确给出,需按规范进行,其偏差应按表4、表5 要求进行。
螺栓孔偏差(mm)表4
直径
+1.0
圆度
2.0
垂直度
0.03t 且不大于2.0
螺栓孔距偏差(mm)表5
项目
≤500
501~1200
1200~3000
>3000
同一组内任意孔间距离
±1.0
±1.5
————
————
相邻两组的端孔的距离
±1.5
±2.0
±2.5
±3.0
七、材料拼接材料拼接包括十字形、工字形梁的横向接缝(沿长度方向)及屋架等型钢材料的长度对接,所有工厂材料对接焊缝均为一级焊缝。
1) 梁、立柱的型钢或钢板,允许的拼缝条数应符合表6 的规定,其最短拼接长度不小于500mm 。允许的拼缝条数表6
梁、立柱分段长度L(mm)
L≤6000
6000<L
≤10000
L>10000
拼缝条数
1
2
3
2) 组合件中相邻零件上的拼缝必须错开,其中心线之间错开的距离不小于200mm 。3)拼接坡口制备拼接采用埋弧自动焊焊接,坡口制备采用半自动切割或刨边机加工,10~24mm 板厚的坡口型式见图2 所示。
δ(mm)
≥10~16
>16~24
b(mm)
2±1
3±1
P(mm)
3±1
4±1
图2 10~24mm 板厚拼接坡口型式示意图
4) 拼接焊前准备施焊区域不得有影响焊接质量的熔渣、浮锈、油垢等杂物;焊丝表面不得有油污、铁锈等杂物;焊剂必须按使用说明要求进行烘干;焊接设备上的仪表完好无损,正常工作;在拼缝两端加装引、熄弧板。
钢结构安装工程
结构件吊装包括钢屋架及支撑的吊装。本工程钢结构安装,首先应复核混凝土柱的轴线、柱顶面标高以及预埋M30 螺栓的平面位置和标高,与土建专业完成中间交接工作;其次钢构件制作应评定合格,资料齐全。
1 钢屋架的吊装
该工程屋架单榀重量为7.2t 左右,天窗重量为2.3t 左右,根据吊车的吊运能力及施工安全起见,将天窗架与屋架分开吊装,待屋架及檩条安装完成后再吊装天窗架。
钢屋架的吊装顺序为:拼装→起吊→就位→临时固定→校正→最后固定。
钢屋架在吊装前首先进行钢屋架的拼装,拼装应根据不同的型号进行,应保证同一屋架在拼装后,整个面应在同一平面上,下弦的中心在同一直线上,拼装连接板与下弦型钢的焊接正确并牢固可靠。
钢屋架拼装完毕后,在三角形钢屋架的中位线处横绑一根φ48 钢管铁扁担,以保证构件在起吊过程中不发生变形、断裂,造成事故。由于屋架跨度大于18m, 两点起吊有困难,吊装中考虑用一根铁扁担起吊。屋架吊点位置在上弦节点左右300mm 范围内。
吊车选用QY80 汽车吊,吊车汽车参数见表7。吊车的行驶路径为轴线附近,距屋架中心线8m。吊车选择好吊点后,在构件上找好钢丝绳的绑扎点吊车开始翻身起吊。在吊升过程中要慢、稳,徐徐上升,能够保证构件在空中平稳地起落和旋转。并在构件的两端系好缆风绳,便于控制构件的转动。构件吊到比安装位置约高100mm 的高度后,缓缓地放下,同时目测或用线锤对构件的平面位置和垂直度进行初步校正,确认无误后,可临时固定,卸去吊钩。临时固定要保证构件的安全,便于校正,校正包括平面位置、标高、垂直度等。待校正准确符合要求时即可按施工图要求的连接方法进行最终固定。第二榀屋架固定时,可与第一榀利用檩条进行连接。
QY80 汽车吊参数表 表7
型号规格 QY80
基本臂长(m)
12~44
基本臂最大起重量(t)
80
基本臂最大起升高度(m)
43.3
副臂长(m)
9.5~15
副臂最大起重量(t)
4.0~6.0
副臂最大起升高度(m)
53.4~59
单绳速度(m/min)
0~100
回转速度(r/min)
0~1.45
外型尺寸(长×宽×高)(m)
14.765×2.78×3.985
最高行驶速度(km/h)
60
2 支撑系统及檩条安装
待屋架与天窗两榀最终固定后,将檩条先安装,将屋架固定,屋架与柱进行最终连接。檩条固定完成后,进行上弦水平支撑和刚性及柔性拉杆的安装,再进行垂直支撑的安装,最后安装下弦水平支撑。支撑的制作按单元进行,重量小的支撑采用人工缆风绳提升就位,重量大的采用吊车或手拉葫芦吊装就位。安装过程中要注意各种支撑和檩条之间有无交叉碰头的地方,出现此种情况要及时与设计人员联系,不得随意处理。
3 屋面板及墙皮工程
厂房的屋面为YX35-125-750 型彩钢板,该板为压型钢板,板厚为0.3mm。在安装时注意瓦与屋架檩条的可靠连接,采取自下而上进行安装的顺序,上面压盖下面瓦的长度不得小于300mm ,瓦与瓦之间连接缝应顺主导风向并搭接一个波宽度。
墙板为YX35-125-750 型彩钢板,板厚为0.3mm。安装按檩条位置从一端开始进行,板与板之间必须咬紧,再用螺钉固定,墙板接缝处做好防水处理。压型钢板安装时,应边铺设边调整其位置,边固定。金属压型板制作允许偏差见表8。